
Estudio GR&r para disminuir costos y quejas de clientes
Autor: Gerardo TorresFecha publicación: agosto 2020
Si has tenido que reevaluar lotes completos de material «porque el GR&r del sistema de medición estaba mal», o has tenido quejas de cliente debido a que le llegaron piezas malas como buenas a pesar de que el GR&r estaba bien, este artículo es para ti.
Revisaremos un uso práctico, aunque poco extendido, de los resultados del estudio GR&r que te permitirá disminuir los costos de la reevaluación cuando tienes un GR&r inadecuado, y a eliminar por lo menos el 99.73% de las quejas de cliente relacionadas a mediciones deficientes.
De acuerdo al manual de análisis de sistemas de medición (MSA-AIAG-4ta edición), el error aleatorio de medición es 6 veces la variación observada en una serie de mediciones repetidas (medir múltiples veces el mismo mensurando, en la misma pieza, con el mismo procedimiento), donde la variación de la medición (o «error aleatorio de medición», que es lo mismo) se cuantifica a través de la desviación estándar “SR&r” del estudio GR&r
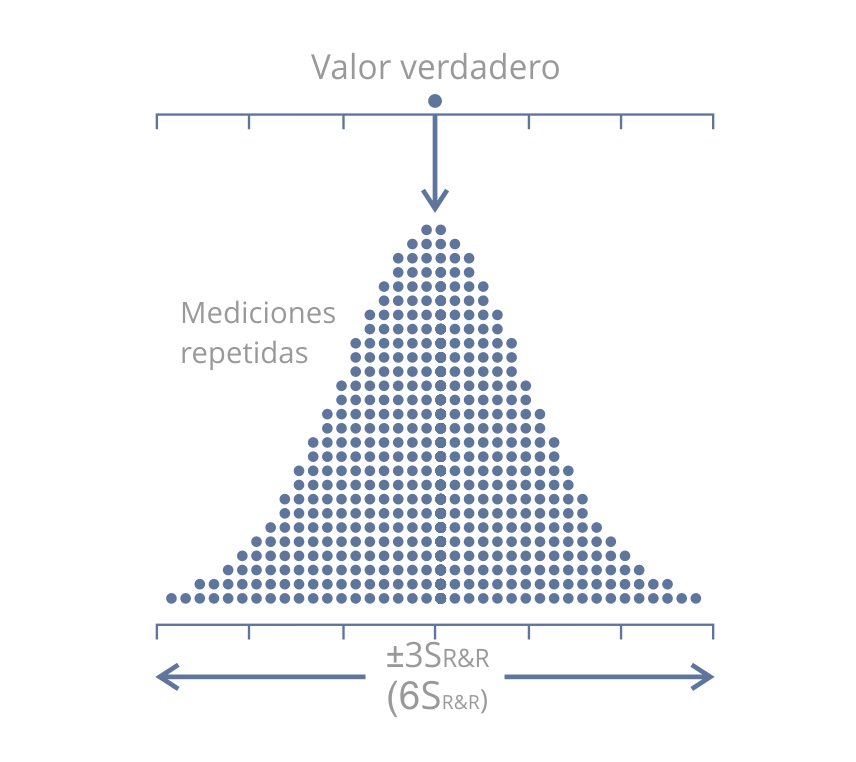
El ancho completo del error aleatorio es 6 veces la desviación estándar (6SR&R) porque la teoría de probabilidad nos dice que si los datos se comportan de acuerdo a la distribución normal (supuesto razonable para el error aleatorio de medición), 99.73% de los datos estará contenido en el rango de +/-3S respecto del promedio. Estos valores de “SR&r” y “6SR&r” los encontramos en cualquier formato de GR&r. De acuerdo al formato de la página 119 del manual de MSA, la desviación estándar “SR&r” aparece como “GRR” como en la siguiente imagen.
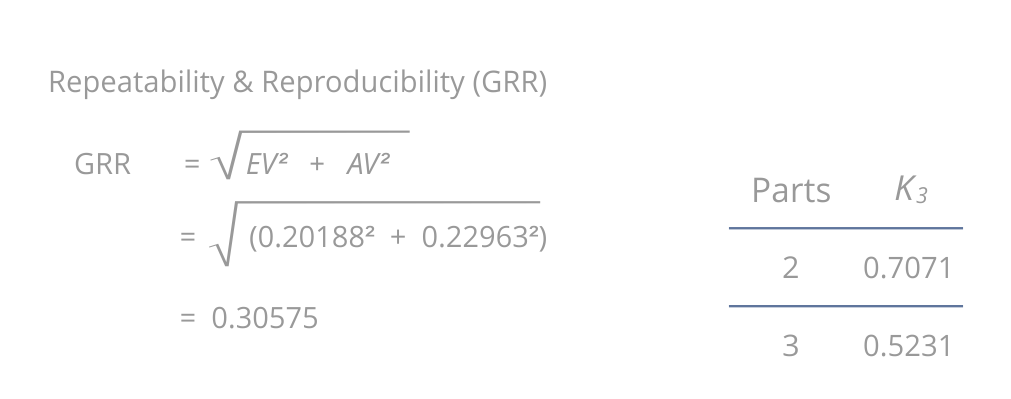
Este valor solo se debe multiplicar por 6 para obtener el ancho completo del error. Si usas Minitab, el valor de 6SR&r aparece donde se muestra enseguida.
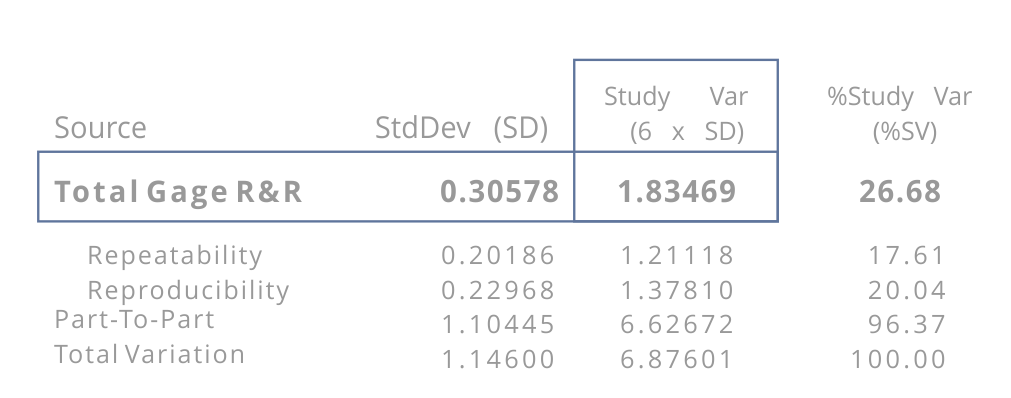
Este valor (6SR&r) es muy importante, pues es el tamaño completo del error aleatorio de medición en las unidades usadas por el sistema de medición.
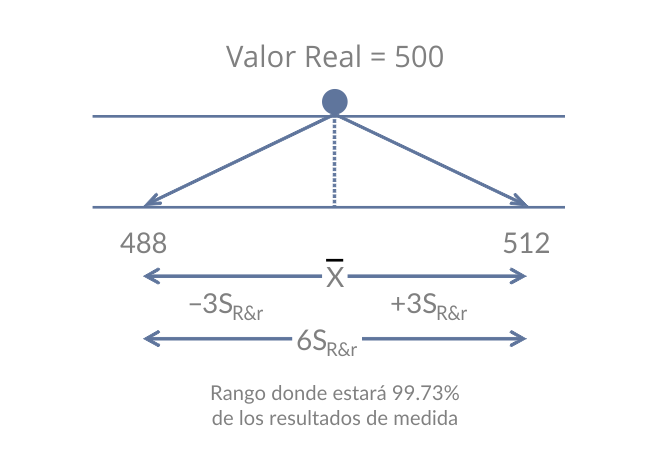
Por ejemplo, si en un estudio GR&r se calcula que SR&r = 4 μm, el ancho completo del error es 6SR&r= 24 μm, y significa que si medimos una pieza cuyo valor real es de 476 μm (suponiendo que pudiéramos conocer el valor real), hay 99.73% de probabilidad de que el resultado de la medición esté entre 464 y 488 μm. De igual manera, si el valor real de la pieza fuera 500 μm, las mediciones estarían entre 488 y 512 μm.
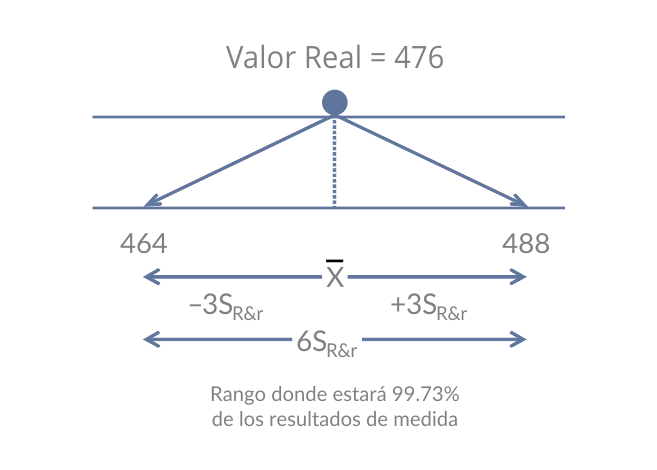
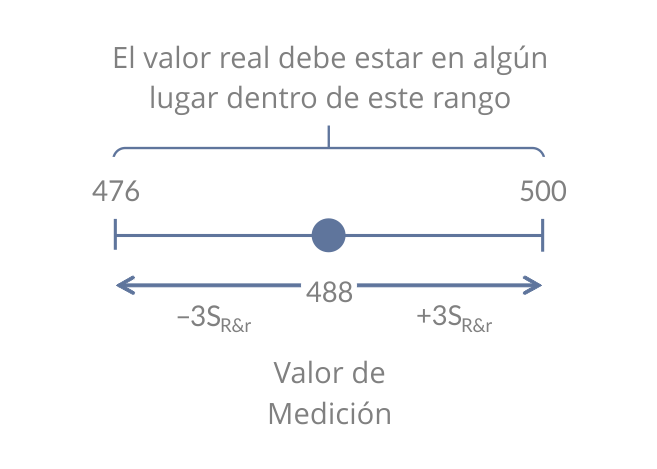
Esto también se puede ver de manera inversa: si al medir una pieza se obtiene como resultado 488 μm, el valor real debe ser por lo menos 476 μm, pues 488 μm es el valor de medición más grande que podría registrar, o el valor real puede ser cuando mucho 500 μm, pues 488 m es el valor de medición más bajo que podría registrar (ver imágenes anteriores).
Es decir, es muy probable que el valor real de la pieza esté en algún lugar entre 476 y 500 μm, dentro del rango del valor medido a ±3SR&r, tal y como se muestra enseguida.
Ahora supongamos que la característica que medimos tiene como límite inferior de especificación LIE = 450 μm y como límite superior de especificación LSE = 550 μm. Supongamos también que medimos tres diferentes piezas que se aceptaron como buenas porque sus mediciones son 473, 474 y 475 μm, respectivamente. Observa lo que sucede en cada caso en la siguiente tabla (recordemos que en este ejemplo SR&r = 4 μm).
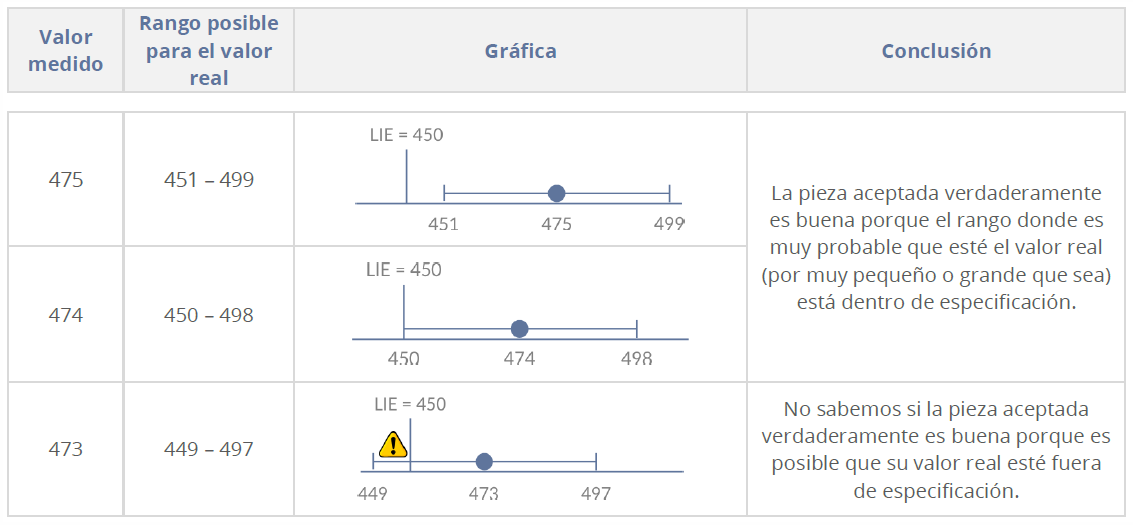
Observa que para asegurar que la pieza verdaderamente es aceptable no es suficiente que la medición esté «dentro de especificación», sino que además debe quedar alejada del límite de especificación en por lo menos 3SR&R, pues de otra manera existe el riesgo de que el valor real esté fuera de especificación, como el último caso mostrado en la tabla anterior.
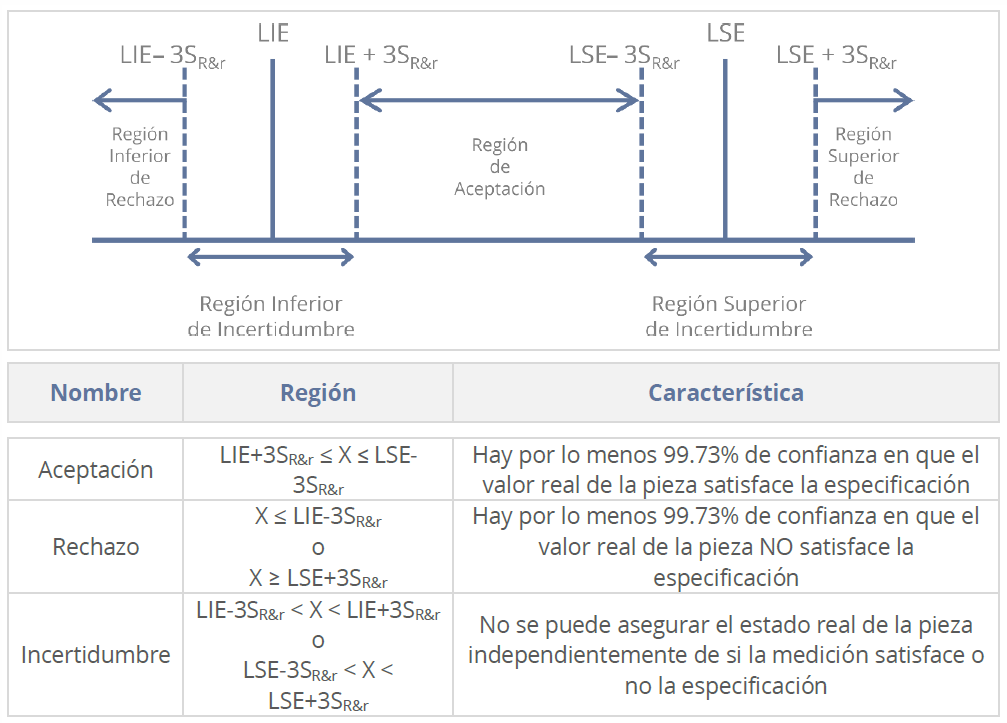
En conclusión: para asegurar por lo menos con 99.73% de confianza que una pieza verdaderamente es «buena» o «mala», su resultado de medición “X” debe estar alejado en por lo menos 3SR&R de los límites, por lo que podemos identificar las siguientes regiones en el rango completo de valores posibles para la medición:
De lo anterior se deduce de manera directa que para minimizar los costos de reevaluación de material cuando se descubren valores inadecuados de GR&r, no es necesario reevaluar el material cuyo resultado de medida haya estado en las regiones de aceptación o rechazo, pues sabemos que, a pesar del error de medición, las piezas verdaderamente son buenas o malas, respectivamente. La única proporción de material que debería reevaluarse es aquélla cuyo resultado de medida haya estado en las regiones de incertidumbre, con lo que sin duda el costo de reevaluación será menor.
De igual manera se pueden eliminar las quejas de cliente relacionadas a mediciones deficientes, asegurando que el cliente reciba solamente material conforme, si solo liberamos producto cuyo resultado de medición esté en la región de aceptación. Podemos eliminar también los costos que resultan de rechazar material conforme, si solo declaramos como no conforme la fracción de material cuyo resultado de medida esté en las regiones de rechazo.
En cualquier caso, la única proporción de material que debería reevaluarse es aquella cuyo resultado de medida haya estado en las regiones de incertidumbre. Cuántas veces debemos medir el material que está en la región de incertidumbre para decidir si es bueno o malo, será tema para otro artículo.
Como vemos, hacer un estudio de GR&r nos provee información muy útil más allá de solo saber si el sistema de medición es adecuado o no. Si tienes dudas o preguntas acerca de esta información, envíanos un mensaje a contacto@qualistat.com.mx y con gusto platicamos.




Enviar comentarios